3-Axis vs 4-Axis vs 5-Axis CNC Machining Explained

3-axis CNC machining moves the cutting tool in three linear directions (X, Y, Z); 4-axis adds one rotary axis (A) so the part can turn for machining on multiple faces; and 5-axis adds a second rotary axis (A + B or C) so the tool can approach the part from almost any angle — cutting complex, contoured parts in a single setup. More axes mean more geometry in fewer setups, higher accuracy, and higher cost.
Key takeaways
- 3-axis — X, Y, Z linear moves. Best for flat, prismatic parts; lowest cost.
- 4-axis — adds one rotary axis (A); machines multiple faces without re-fixturing.
- 5-axis — adds a second rotary axis; cuts complex contours (impellers, turbine blades) in one setup.
- Fewer setups = better accuracy (no re-clamping stack-up) but higher machine and programming cost.
This guide compares the three so you can choose. To have parts made, see our CNC machining services; for the process basics read what is CNC machining.
3-axis vs 4-axis vs 5-axis at a glance
| Factor | 3-Axis | 4-Axis | 5-Axis |
|---|---|---|---|
| Axes | X, Y, Z | X, Y, Z + A | X, Y, Z + A + B/C |
| Part complexity | Simple, prismatic | Multi-face, rotational features | Complex contours & undercuts |
| Setups | Multiple | Fewer | Often one |
| Accuracy | Good | Better | Best (one datum) |
| Cost | Lowest | Medium | Highest |
| Typical parts | Plates, brackets, housings | Cams, shafts, manifolds | Impellers, blades, molds |
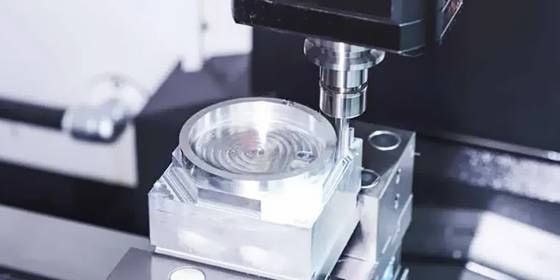
3-axis CNC machining
A 3-axis machine moves the tool (or table) along the X, Y, and Z linear axes. It is the workhorse of the shop — simple to program, fast, and economical for flat and prismatic parts such as plates, brackets, and enclosures. The limitation is access: features on multiple faces need re-fixturing, and deep pockets or undercuts may be unreachable. See our CNC milling services.
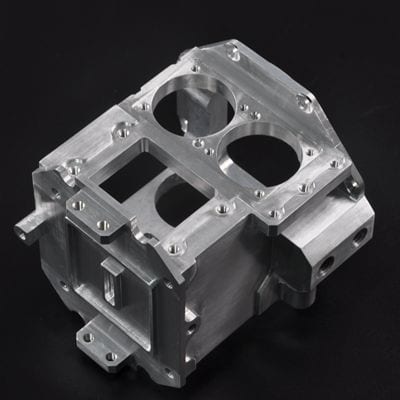
4-axis CNC machining
A 4-axis machine adds a rotary A axis (rotation about X). The part can be turned to present different faces to the tool without unclamping, which reduces setups and improves consistency. It suits parts with features around a cylinder — cams, shafts, and manifolds — and enables continuous machining like engraving around a curved surface.
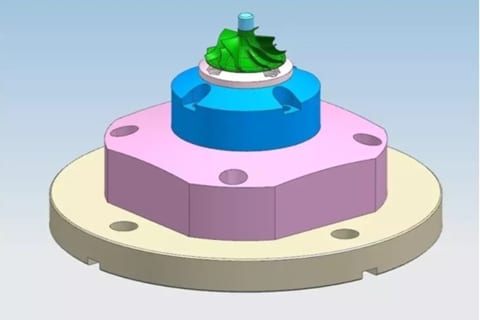
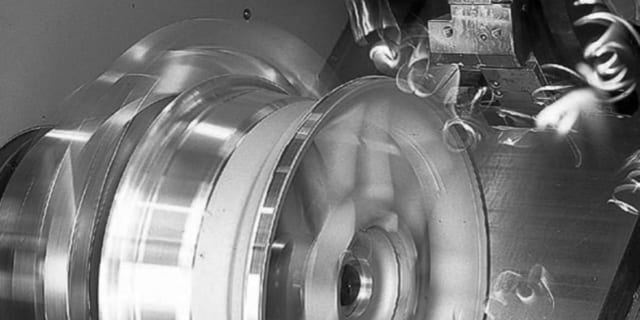
5-axis CNC machining
A 5-axis machine adds a second rotary axis (A + B, or A + C), letting the tool approach the workpiece from virtually any direction. Complex, organic geometries — impellers, turbine blades, medical implants, and mold cores — are machined in a single setup. Because everything references one datum, 5-axis holds the tightest true position and eliminates the stack-up error of re-clamping. Read more on 5-axis CNC machining.
How to choose
- Flat/prismatic part, tight budget? Choose 3-axis.
- Features on several faces or around a cylinder? Choose 4-axis to cut setups.
- Complex contours, undercuts, or the tightest tolerances? Choose 5-axis (one setup).
- Not sure? Send your CAD and we will recommend the most cost-effective approach.
Tolerances on drawings usually follow the ISO 2768-1 general tolerances standard and, for geometric callouts, ASME Y14.5 GD&T — 5-axis is often required to hold the tighter geometric tolerances.
Frequently asked questions
Is 5-axis always better than 3-axis?
What is the difference between 3+2 and full 5-axis?
Does 5-axis machining cost more?
Which axis count do I need for my part?
Need complex parts machined? Sendot Technology runs 3-, 4-, and 5-axis CNC machining for metal and plastic parts. Request a quote.
Related manufacturing services
Explore how Sendot Technology can manufacture your custom parts: