Project Background
As clean energy technologies continue to advance, the demand for reliable core equipment has grown rapidly. The reaction chamber, which provides a sealed environment for controlled chemical processes, is one such critical component. It must deliver exceptional airtightness and corrosion resistance to ensure stable performance.
To meet these requirements, precision manufacturing is essential. Sendot Technology was responsible for producing the inner and outer chambers of the reaction unit, which went through three design iterations. With each version, the size increased and the structure became more complex, leading to a higher level of manufacturing difficulty.
In response, Sendot Technology applied process engineering approaches, providing practical and effective solutions that ensured the production of high-quality components.

Structural Analysis
The reaction chamber is composed of two main sections: the inner chamber and the outer chamber. The inner chamber contains several thin-walled areas, which are inherently susceptible to deformation during machining. As the chamber size increased with each iteration, this risk became more pronounced. In contrast, the outer chamber expanded in both volume and weight, with its cavity depth eventually exceeding the reach of standard CNC tooling.
The design also incorporates multiple through-holes and MNPT threaded interfaces. Certain regions require enhanced corrosion resistance and sealing performance, adding further complexity to the manufacturing process.
Size Evolution and Process Demands
From a size structural standpoint, the reaction chamber progressed through several stages: it was initially produced entirely by CNC machining, later optimized with fillets (R) to reduce stress concentrations, and ultimately advanced to a hybrid process combining 3D printing with CNC machining.
As a result, the structure has increasingly embodied a mix of thin walls, large dimensions, deep cavities, and complex hole features. This evolution placed greater demands on process planning, fixture stability, and datum referencing, while also presenting challenges for the latter inspection and quality control.
Technical Challenges and Machining Solutions
To meet these requirements of the reaction chamber, Sendot Technology depended on integrated machining capabilities to slove the project from three key aspects: deep cavity machining, thin-walled structure processing, and airtightness control. By developing targeted and effective strategies, we ensured both the structural integrity and assembly performance of the final parts.
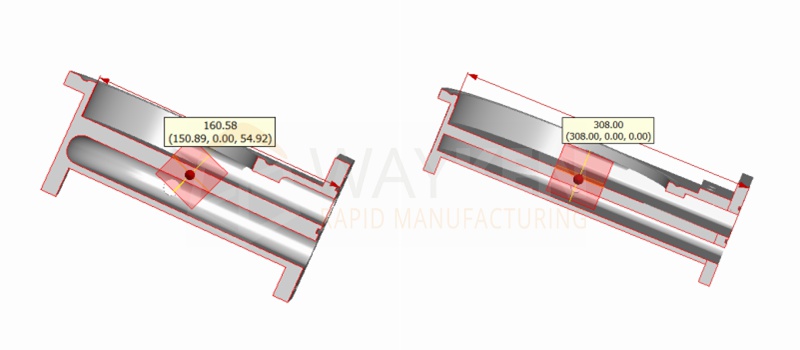
Deep Cavity Machining
In the third-generation reaction chamber, the depth of the outer cavity increased from 160 mm in the first generation to 308 mm. Yet the effective cutting depth of standard CNC tools typically ranges only between 100 and 120 mm, making it impossible to produce the cavity in one piece with conventional methods.
Splitting the structure for separate machining was initially considered to improve tool accessibility. However, the inner cavity contained multiple sealing surfaces, and any reassembly, such as riveting, would have introduced thermal deformation and stress concentration. It would compromise the airtightness of the chamber.
Solution:
Sendot Technology implemented a hybrid process specifically for the third-generation version of the chamber, combining metal 3D printing with CNC finishing. The deep cavity was first fabricated using Selective Laser Melting (SLM), which overcame the blind spots caused by the limited cutting length of conventional CNC tools.
A 0.5 mm machining allowance was reserved on all sealing and assembly surfaces, which were subsequently CNC-milled to achieve the required surface finish and dimensional accuracy. This strategy ensured both the design freedom offered by additive manufacturing and the reliable sealing performance required for the deep cavity chamber.
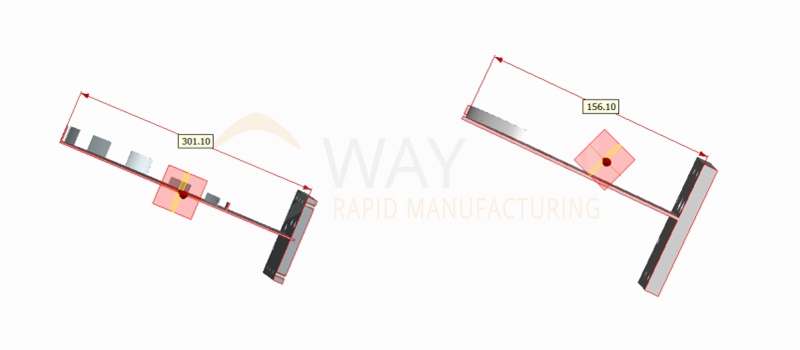
Thin-Walled Structure
To meet internal functional needs while keeping the chamber lightweight, the inner section was designed with thin-walled regions that grew in size across three design iterations. The final part measured 299.15 mm in length, with wall thickness reduced to only 2 mm.
Such thin walls are highly prone to deformation or even cracking under clamping pressure and cutting forces, especially in deep cavity areas where accessibility is limited. Maintaining part integrity and yield rate under these conditions posed critical challenges.
Solution:
We adopted a localized separation strategy, machining the thin-walled section independently with high-precision CNC processes before joining it to the base structure via laser welding.
Post-weld surface grinding removed visible weld marks while ensuring dimensional accuracy and assembly quality. This method effectively minimized the risk of structural damage during machining and achieved a balance between lightweight design and manufacturing feasibility.
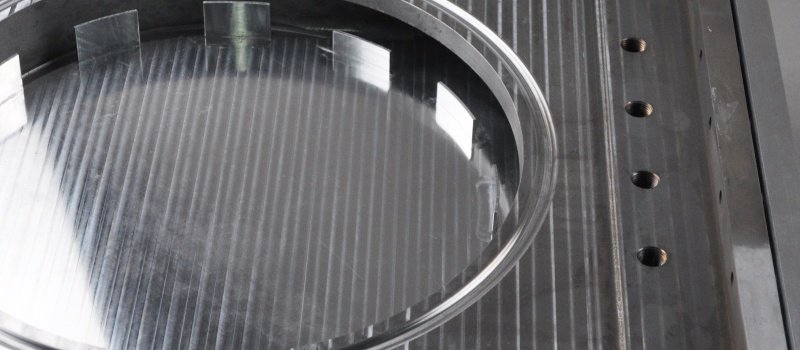
Airtightness Requirements
The inner and outer chambers must be assembled together and integrated with other parts, requiring multiple mating surfaces to meet strict airtightness standards. However, because the outer chamber was produced with metal 3D printing, the resulting surface roughness (Ra 7–12μm) is well short of the smoothness required for sealing against the CNC-machined inner chamber. Without further treatment, this discrepancy would compromise sealing performance and long-term stability.
Solution:
Sendot Technology addressed this by reserving a 0.5 mm machining allowance on all critical assembly surfaces during design. After printing, these areas underwent CNC milling, making the surface roughness meet sealing requirements.
Additionally, all threaded and through-holes were created using pre-designed pilot holes followed by CNC reaming, ensuring positional accuracy and reliable airtight connections. These measures would improve overall sealing performance and operational stability.
Integrated Capabilities Making Better Results
In turn, the customer received high-quality components delivered on time. Sendot Technology successfully leveraged in-house expertise across metal 3D printing, custom CNC machining, and post-processing to achieve a seamless transition from complex structural design to high-precision part delivery.
Through three rounds of technical iteration, we not only resolved multiple manufacturing difficulties but also strengthened control over quality assurance, production responsiveness, and process integration. These improvements also created a solid technical foundation to support both future low-volume trials and full-scale production.

