Product Background
In professional stage lighting applications, optical lenses play a key role in beam shaping and light distribution. Their performance directly affects beam uniformity, edge definition, and overall visual impact on stage. As large-scale shows, theaters, and high-end events demand higher lighting quality, luminaires require optical components with greater precision and stability.
Thanks to efficient beam control and a lightweight structure at large apertures, Fresnel lenses are widely used in stage lighting, theatrical fixtures, and large-scale event luminaires. They are commonly found in products supplied to leading international stage lighting brands and system integrators. However, the continuous and densely packed Fresnel structures that enhance performance also make these lenses challenging to manufacture.
The customer for this project is a Europe-based company supplying products and solutions to globally recognized stage lighting brands and performance lighting integrators. During the development of a new generation of lighting products, the customer chose to work with Sendot Technology, with our experience in precision machining of automotive-grade optical components to manufacture this precision Fresnel lens.
Fresnel Lens Part Structure Analysis
The Fresnel lens is a key optical element used in stage lighting systems, manufactured from optical-grade PMMA. In stage lights, theatrical lighting, and large-scale event luminaires, this lens is responsible for beam shaping and angle control. Its manufacturing quality directly impacts beam uniformity and overall lighting stability.
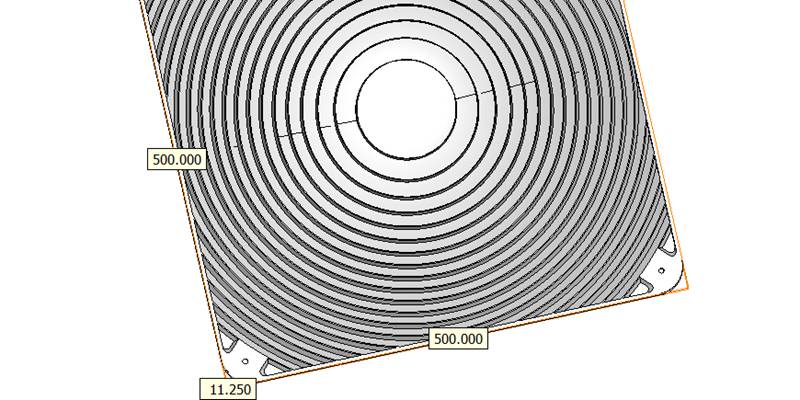
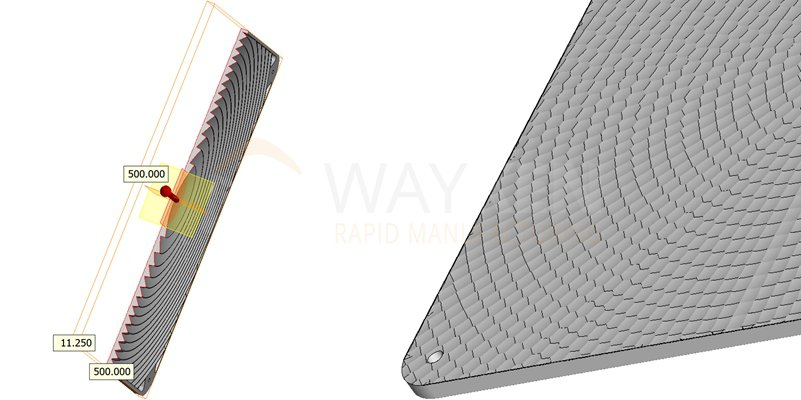
Unlike standard optical plastic components, this Fresnel lens combines a large size with a thin-wall structure and complex functional textures on both sides. The front surface features continuous, densely spaced Fresnel grooves for precise beam control, while the back surface incorporates a honeycomb pattern to reduce weight, enhance rigidity, and support optical performance.
In addition, as an optical component, the lens is designed to achieve an optically usable surface primarily through CNC machining, with only limited polishing for further enhancement. This increases the machining challenge, particularly in terms of process stability, toolpath quality, and thermal control.
Machining Strategy for Large PMMA Fresnel Lenses
To manufacture the high-precision Fresnel lenses, Sendot Technology developed a stable and practical machining strategy centered on three key aspects: equipment capability, fixturing design, and optimized toolpath control.
1. Maintaining Stability in Large, Thin-Wall PMMA Components
The Fresnel lens features an overall size of approximately 500 × 500 × 11 mm, making it a typical large-format, thin-wall PMMA optical component. PMMA is highly sensitive to cutting stress during machining, and improper process control can easily lead to cracking or localized deformation.
In addition, the large single-sided machining area requires extended cutting time. During long machining cycles, cutting forces and fixturing conditions can induce vibration or slight deformation, which poses challenges in maintaining flatness and overall dimensional accuracy.
Solution: Fixturing with Stress-Controlled Support
Based on the characteristics of Fresnel lenses, Sendot Technology’s engineering team focused early on fixture design and datum stability during process planning. The goal was to ensure that all major machining operations could be completed under a single, stable setup, minimizing errors caused by re-clamping.
In practice, a dedicated fixture was developed and combined with a stress-relief adhesive bonding method to provide uniform support across the part. This approach effectively reduced internal stress during machining. By increasing the support area and carefully controlling clamping force distribution, localized stress concentration was avoided, significantly suppressing vibration and micro-deformation.

2. Precision Control of Large-Area Patterns and Fresnel Grooves
The back surface of the lens features a large-area honeycomb pattern with continuous yet irregular geometries. Due to the long machining cycles required, toolpath transition zones are prone to visible marks.
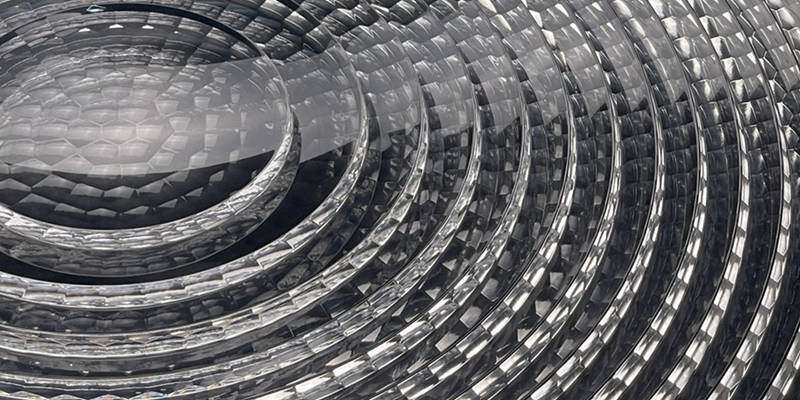
Meanwhile, the front surface contains densely packed, continuous Fresnel grooves that serve as critical optical features. These structures require extremely high toolpath accuracy and tool stability. During extended machining, tool wear and heat accumulation can easily lead to profile deviations, potentially affecting overall optical performance.
Solution: Optimized Toolpaths and Dedicated PMMA Cutting Tools
For the large-area honeycomb pattern, we adopted continuous toolpath strategies combined with stable feed control to minimize frequent start-stop motions, effectively reducing marks at toolpath junctions.
For the Fresnel grooves, toolpaths were specifically optimized for optical geometries to maintain a consistent cutting state throughout the process. In addition, dedicated cutting tools for PMMA were used to better control cutting heat and reduce tool wear, ensuring structural consistency.
A controlled R0.15 fillet was also introduced at optical transitions, improving machining stability while fully preserving the required optical performance.
3. Optical-Grade Surface Quality and Light Transmission Requirements
As an optical component, the Fresnel lens is highly sensitive to surface quality. The customer required the surface to be achieved primarily through CNC machining, with little optical polishing allowed. This imposed strict control over tool marks, material whitening, and thermal effects during the process.
Solution: Precision Machining Combined with Optical Hand Finishing
In addition to advanced CNC capabilities, Sendot Technology leverages an experienced optical hand-finishing team. After achieving stable surface quality through precision machining, targeted optical polishing was applied to remove microscopic tool marks and further improve light transmission.

During polishing, each Fresnel groove was carefully processed and repeatedly inspected to ensure uniform optical performance across the entire surface.
By combining controlled machining with meticulous manual finishing, the final lens meets stringent requirements for both visual quality and optical performance in stage lighting applications.
Feedback
Sendot Technology successfully delivered the Fresnel lens with a high level of machining quality. The lens met the customer’s requirements for both structural accuracy and surface quality. They expressed positive feedback on the consistency of the machining results and the optical performance of the lens, and look forward to continuing collaboration with us on future optical component projects.
Sendot Technology is able to support CNC machining of optical-grade components with reliable control over deformation, surface quality, and complex geometries. Let’s discuss how we can support your next optical project.

