Project Overviews
Tool steel is widely used in mold manufacturing, cutting tools, and high-load mechanical components due to its excellent mechanical properties. To maintain stable performance under high-stress and high-precision working conditions, the machining process of tool steel poses challenges. Its inherent high hardness greatly increases machining difficulty and imposes strict demands on both equipment and process expertise.
In this case, we will share a press tool that features a complex structure with multiple high-precision small holes, finely machined flat surfaces, and stringent geometric tolerances.
With advanced equipment and extensive machining experience, we successfully delivered the components within one week, fully meeting the precision requirements.
Part Structure Analysis
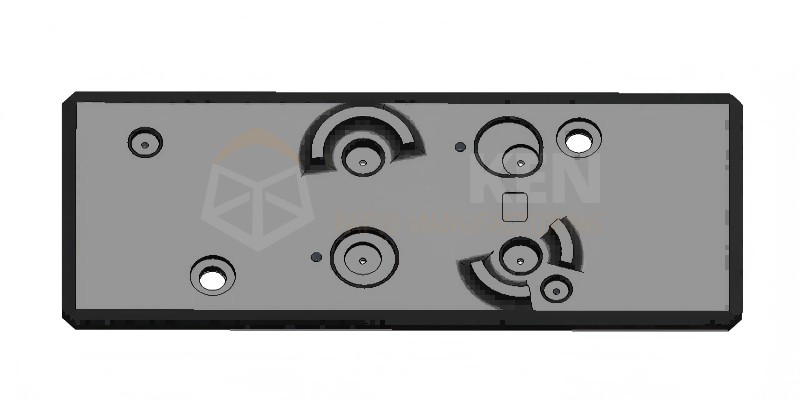
This product is a press tooling made from A2 tool steel, with an eccentric block structure. Both the front and back surfaces are designed with multiple high-precision features, including blind holes and through holes, with a tight tolerance of 0.02 mm. These high standards present challenges throughout the machining process.
Considerations Before Machining Tool Steel
The machining of this press tool involves several key difficulties, primarily due to the hardness of A2 tool steel, the tight geometric tolerances, and the high precision required for multiple small holes. Each of these factors demands careful process planning and precise execution throughout manufacturing.
1. Develop an Effective Machining Strategy
The material is A2 tool steel, which reaches 56–63 HRC after heat treatment, making it difficult to machine. To address this, we performed rough machining while the steel was in its annealed state, before heat treatment.
Although annealed A2 steel has moderate hardness and is easier to machine than in its hardened condition, it remains notably abrasive, making careful tool selection and optimized cutting strategies essential.
2. Tooling Selection
We used TiAl-coated carbide tools to enhance wear resistance and extend tool life. Since this part features numerous precision holes, we’ll use HSS-Co alloy drills when drilling is needed during initial machining.

3. Machining Parameters
Cutting parameters were carefully controlled throughout the process. For milling, we adopted a cutting speed of 40–60 m/min, a feed rate of 0.05–0.2 mm/rev, and a depth of cut between 0.5 and 2 mm. These settings help maintain a balance between machining efficiency and tool longevity.
4. Cooling Method
Effective cooling is also crucial. Especially in deep-hole machining, the use of cutting fluid helps prevent overheating and tool damage.
Through well-planned process strategies, A2 tool steel can still be efficiently machined to high quality using CNC equipment.
Machining Plan Around Heat Treatment to Ensure Part Accuracy
When machining high-precision components, arranging production around heat treatment is important to maintain dimensional accuracy and part performance.

1. Step-by-Step Machining
To ensure dimensional consistency and meet assembly requirements, the press tooling features high-precision structures that require a step-by-step machining approach.
First, we perform rough machining before heat treatment. At this stage, the tool steel is easier to machine.
Heat treatment is then applied, which releases accumulated internal stresses and improves the toughness of the parts.
After heat treatment, finish machining is carried out to refine the high-precision features and ensure dimensional accuracy.
2. Machining High-Precision Holes After Heat Treatment
Once heat-treated, A2 steel reaches a hardness of 56–63 HRC. At this stage, CNC machining can cause deformation, potentially leading to out-of-tolerance parts.
To achieve the required precision for high-accuracy structures, three machining operations are typically used: grinding, wire EDM, and EDM. These methods can reliably meet the tight tolerance requirements.
As illustrated, the tool steel part contains multiple types of high-precision holes, including both blind and through holes, with a dimensional tolerance of ±0.02 mm (20 microns), which is considered extremely tight for steel components.
2.1 Blind Holes
We use specially fabricated copper-tungsten alloy electrodes and employ Electrical Discharge Machining (EDM) to shape these holes. The discharge current is carefully controlled between 1–3 amps, and the gap between the electrode and the workpiece is strictly maintained to ensure smooth hole walls and stable dimensions, avoiding deformation from excessive heat-affected zones.
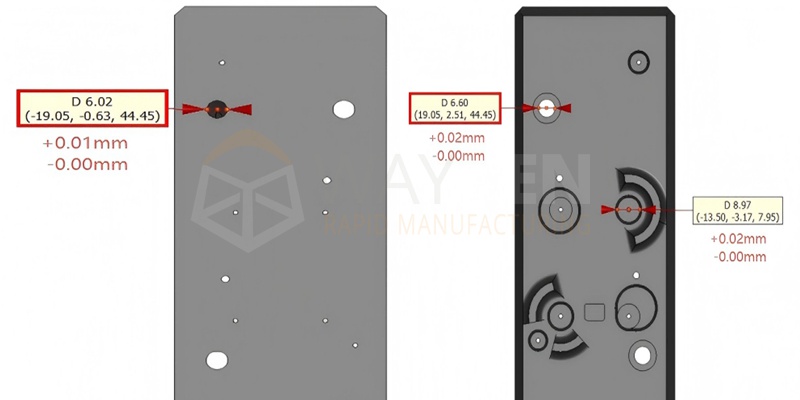
2.2 Through Holes
Wire EDM is employed, providing extremely high dimensional accuracy and surface quality. This process can achieve tolerances of ±0.01 mm or even tighter. Wire EDM also ensures stable cutting with minimal thermal impact, making it particularly suitable for machining precision holes with small diameters.
By combining these two machining processes appropriately, we ensure high precision and reliability of the hole features of the press tool, fulfilling the requirements for subsequent assembly and functionality.
Inspection: Key Dimensions Checked Using CMM
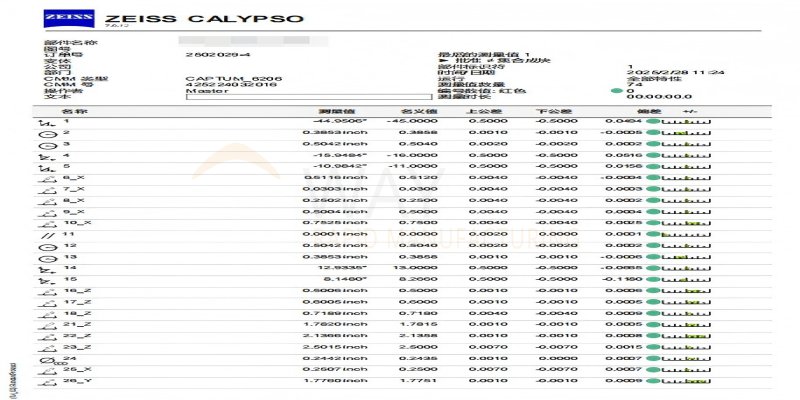
To ensure quality, we use an advanced ZEISS full-size Coordinate Measuring Machine, capable of comprehensive and highly accurate measurement of all critical GD&T features for these press tool components.
We also provide ZEISS CMM inspection reports, certifying product conformity and delivering authoritative quality assurance.
Feedback
By carefully managing the machining process, from roughing before heat treatment to finish machining and high-precision hole fabrication, the press tool was completed within specification. The customer confirmed smooth assembly and full functionality.
Sendot Technology can provide custom machining solutions for complex components, ensuring tight tolerances and reliable performance.

