Project Background
In the semiconductor and precision electronics industry, equipment performance depends heavily on the stability and accuracy of internal structural components. Even small deviations can affect alignment, motion control, and ultimately the quality of the final output.
Within these systems, certain structural components are integrated into key modules to support, secure, and precisely position critical assemblies. While they may appear to be relatively simple in form, their role in maintaining overall system stability.
To meet these demands, the parts required tight tolerance control and consistently high machining quality. Next, let’s take a closer look at how Sendot Technology successfully handled this project.

Part Structure Analysis
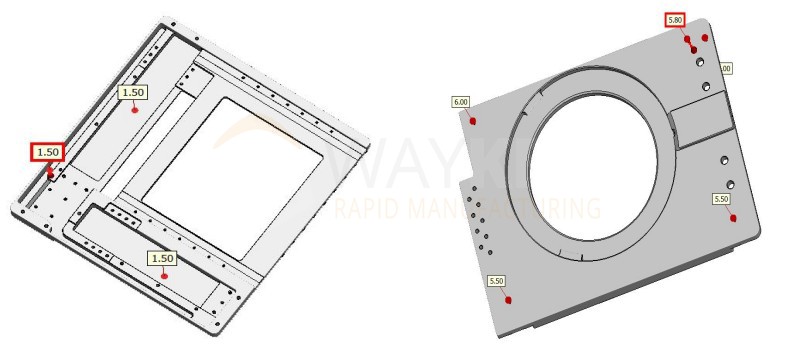
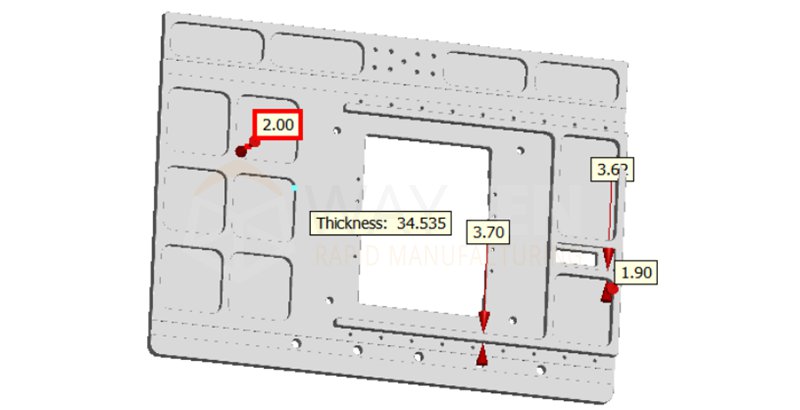
This project is about a key structural component, a thin-walled housing measuring 227 mm × 212 mm × 22.5 mm. Its hollowed internal design and wall thickness of around 1.5 mm make it a large-area, thin-wall structure.
At the same time, the part demands tight geometric tolerances: flatness of the two main surfaces must be within 0.03 mm, perpendicularity between the side walls and the base must not exceed 0.03 mm, and parallelism between the two main planes is also limited to 0.03 mm.
Key Machining Difficulties and Process Control Risks
The combination of a thin-wall structure, large surface area, and tight geometric tolerances makes this part particularly demanding to machine. Several critical challenges must be addressed to ensure dimensional stability and consistency.
1. Thin-Wall Deformation Control
This part is made of aluminum alloy. Since aluminum has a relatively low elastic modulus and limited structural rigidity, thin-wall machining carries a higher risk of deformation.
In addition, the minimum wall thickness is only 1.5 mm, which further reduces the overall stiffness. Therefore, during machining, the part is simultaneously affected by cutting forces, clamping forces, and the release of residual stresses. As a result, elastic deformation, chatter, and dimensional springback are more likely to occur.
Moreover, when continuous toolpaths are applied over large thin-wall areas, insufficient local support can cause fluctuations in the actual cutting depth. This may lead to uneven wall thickness, flatness deviation, and poor dimensional repeatability. Overall, this part places high demands on machining strategy, fixturing methods, and cutting parameter control.
2. Multiple Geometric Tolerances Within 0.03 mm
This part requires several geometric tolerances to be controlled within 0.03 mm, indicating an extremely high precision level. In particular, the flatness of the two main surfaces must not exceed 0.03 mm over a large area of 227 mm × 212 mm. This means the unevenness must be limited to approximately 0.014 mm per 100 mm, which is a typical requirement for high-precision planar machining.
In addition, since the part needs both front-side and back-side machining, datum changes are unavoidable during the process. Each re-clamping operation introduces new positioning errors, and if not properly controlled, these errors may gradually accumulate. This can directly affect the part’s parallelism, perpendicularity, and overall geometric consistency.
3. Clamping-Induced Distortion Risk
Due to its thin-wall structure, the part is highly sensitive to the clamping method. Traditional clamping with pressure plates and screws can easily create localized stress concentrations, leading to slight deformation while the part is being held in the fixture.
During machining, this deformation may not show up, but after the fixture is released, elastic spring back can occur.
As a result, the part may exceed tolerance limits in terms of flatness, parallelism, or wall thickness accuracy, which can negatively affect the final inspection results.
Custom Machining Solutions for Semiconductor Structural Components
To meet the high-precision assembly consistency requirements of this part used in semiconductor equipment, Sendot Technology developed the following solutions based on its thin-wall structure, 0.03 mm geometric tolerances, and high sensitivity to clamping:
1. 1.5 mm Thin-Wall Deformation Control
To address the limited rigidity of aluminum thin-wall structures and their susceptibility to cutting forces and residual stress release, Sendot Technology performed stress-relief treatment before machining. In addition, a machining allowance of 0.7 mm per side was reserved at the blank stage, providing sufficient room for later precision correction.
Meanwhile, during rough machining, low-load cutting was applied, and material was removed alternately from both sides to achieve balanced machining and reduce overall warping.
After roughing, the part was unclamped and measured to evaluate its natural deformation. Compensation values were then introduced in CAM programming.
2. 0.03 mm Geometric Tolerances + Datum Error Accumulation Control
This part requires multiple geometric tolerances to be maintained within 0.03 mm. As machining is needed on both the front and back sides, datum shifts are unavoidable, and repeated re-clamping can introduce cumulative positioning errors.
To minimize this risk, we prioritized the precision control of the main large planar surfaces. Only after these datum surfaces were fully qualified did we proceed with machining the side features and hole patterns. The side holes were completed in a single setup using a five-axis machine, with the finished precision plane consistently used as the reference datum.
This approach ensured stable positional relationships between features and effectively controlled deviations in parallelism and perpendicularity.
3. Clamping Stress Concentration & Springback Risk Reduction
Thin-wall parts place very strict requirements on fixturing methods.
Traditional pressure-plate clamping can easily cause localized stress concentration, and springback after unclamping may lead to flatness or wall thickness deviations beyond tolerance.
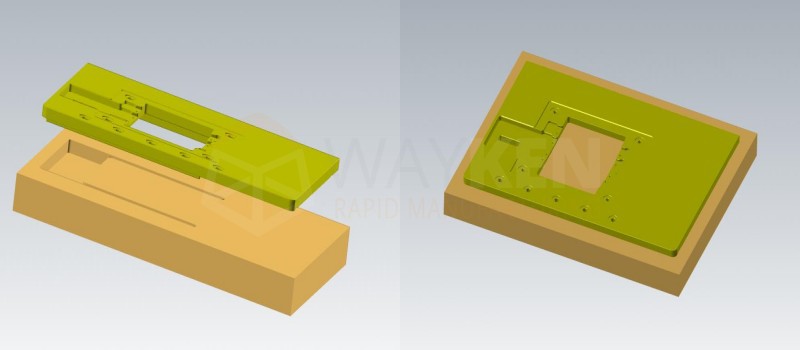
To solve this, Sendot Technology designed a dedicated contour-matching fixture based on the part’s outer profile.
Besides, we combined with AB adhesive fixing, the clamping forces were distributed more evenly, reducing fixturing-induced deformation at the source.

Quality Inspection and Tolerance Verification
To ensure that this thin-wall housing meets the high-precision assembly consistency requirements for semiconductor equipment, we conducted a 100% inspection of all critical dimensions and geometric tolerances after machining was completed.
During the inspection process, each key tolerance feature was carefully identified and marked according to the engineering drawing. The corresponding measured values were fully recorded in an inspection Excel report for the customer’s review and documentation, ensuring that the results are transparent and traceable.
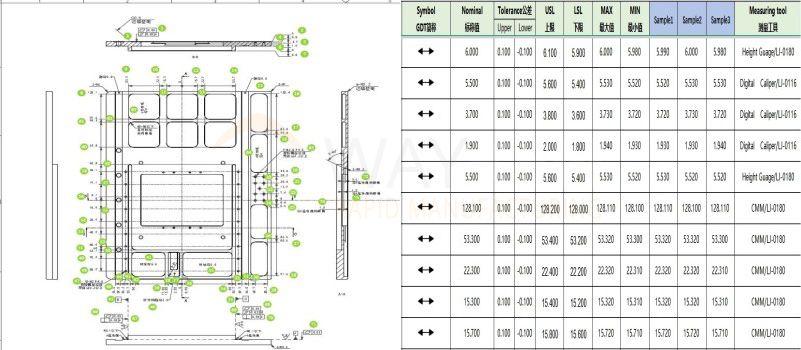
With the implementation of the above machining solutions, the part achieved excellent quality performance. The key inspection results are as follows:
- Flatness measured: 0.023 – 0.028 mm
- Perpendicularity measured: 0.015 – 0.020 mm
- Parallelism measured: 0.020 – 0.025 mm
The inspection results confirm that the overall geometric accuracy of the part is stable and well controlled, fully meeting the customer’s requirements for high-precision thin-wall structural components in both assembly and functional performance.

Feedback and Support
The customer expressed strong satisfaction with the part’s dimensional accuracy, surface quality, and assembly consistency, noting its stable performance in actual application.
Sendot Technology provides reliable CNC machining solutions for large thin-wall components with tight tolerances, supported by well-controlled processes, optimized fixturing, and consistent quality throughout production. Let’s talk about your next project!

