Project Background
In modern product development, the trend toward higher integration and compact design continues to increase manufacturing complexity. Engineering teams are often required to manage not only precision machining but also cross-functional coordination across materials and processes.
In this project, a highly integrated enclosure assembly clearly reflects the key manufacturing and coordination considerations. With many parts and strict requirements, assembly is complex, and customers often struggle to perform part breakdowns, create BOMs, or coordinate production from just the assembly drawing.

Under multi-material, multi-process, and multi-supply-chain conditions, traditional machining or single-source suppliers often cannot meet schedule, quality, and assembly demands. Sendot Technology goes beyond CNC machining, handling engineering breakdowns, BOM creation, production coordination, quality inspection, and assembly verification. Let’s take a closer look at how this project was delivered.
Project Overview and Key Manufacturing Considerations
This project involves the full delivery of a large, structurally complex industrial equipment enclosure, comprising 102 types of parts with multiple materials, processes, and surface treatments, culminating in complete assembly. The key considerations are: engineering breakdown and production structure setup quickly, multi-material and multi-process coordination, and ensuring final assembly quality.
Rapid Engineering Breakdown with Only an Assembly Drawing
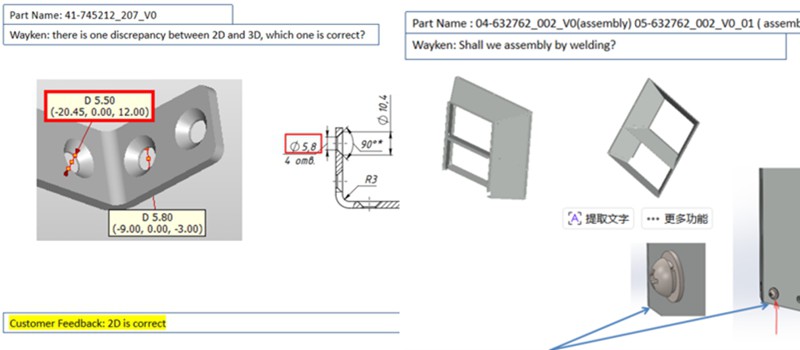
At the initial stage, the customer provided only the overall assembly drawing, without detailed part drawings or a complete BOM. Sendot Technology rapidly completed the full structural breakdown and built the production structure, ensuring that quotation, procurement, manufacturing, and assembly logic matched the actual product. Any error at this stage could cause missing parts, assembly interference, or delivery delays.
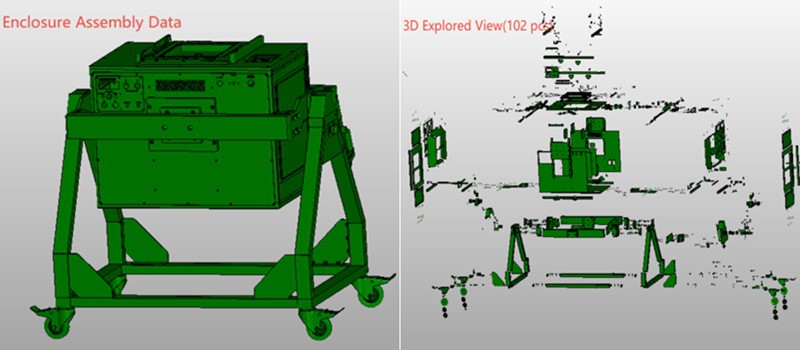
Our project manager and engineering team worked in parallel to verify the virtual assembly logic and establish a complete part list (102 part types). Each part’s material, process route, surface treatment, and tolerance grade were confirmed with the customer. This ensured accurate alignment, consistency between quotation and production, and minimized the risk of later engineering changes.
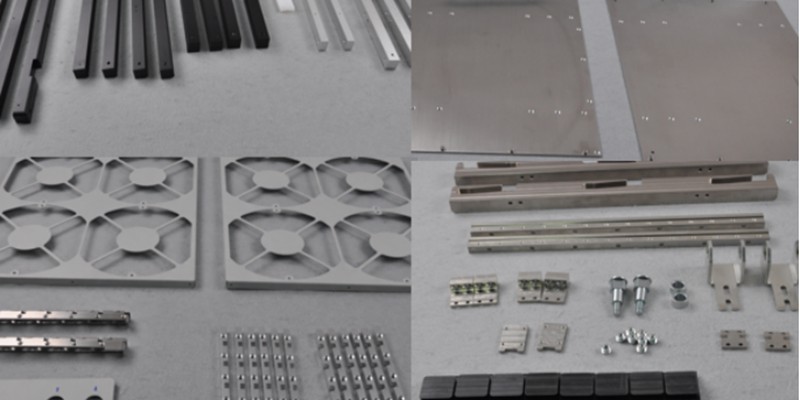
Coordinated Manufacturing Across Multiple Materials and Processes
This enclosure involved a complex material system, including aluminum alloys (AL2024, 6063, 5052), stainless steel (SUS304), steels (SPCC, Q235, 1045), engineering plastic (Nylon 66), and titanium alloy (Grade 2). The manufacturing processes were also diverse, covering CNC precision machining, sheet metal bending and stamping, and GMAW welding. Each material and process combination presented unique challenges in machining stability, welding deformation control, and surface treatment compatibility.

To manage this complexity, the project manager coordinated internal CNC resources and external sheet metal, welding, and finishing suppliers under a unified production schedule and quality system. Differentiated planning and inspection controls were applied according to material and process characteristics. This approach ensured dimensional stability and batch consistency, even under parallel manufacturing conditions.
Ensuring Visual Consistency Across Multiple Surface Treatments
These enclosure components involved multiple surface treatments, including painting, baking, powder coating, anodizing, and galvanization. Each process naturally differs in color, gloss, and texture. In a multi-material system, the lack of a unified visual standard can easily result in an inconsistent appearance after full assembly.
From the early stage, we established a complete visual matching strategy. Unified appearance references and color samples were confirmed, and key parts were pre-validated. During production, critical batches were inspected for appearance, and process stability was monitored. This ensured that all surface treatments maintained a consistent visual style at the assembly level, not just meeting individual part specifications.
Full-System Inspection and Assembly Verification
In large-scale delivery projects, passing individual part inspections doesn’t guarantee the whole system will assemble smoothly. The real challenge lies in maintaining dimensional consistency across multiple parts and processes. This project combined CNC-machined components, sheet metal structures, and welded assemblies. Without a coordinated verification process, even compliant parts could cause interference or require forced adjustments during assembly.
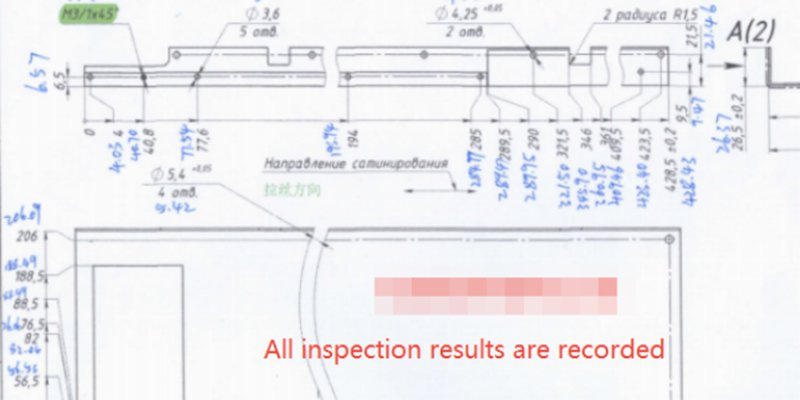
To address this, we established a full-system quality and assembly verification process. Key dimensions were checked at critical stages, and all parts underwent a pre-assembly review. Assembly trials confirmed that every component not only met its specifications but also fit together perfectly in the final build. This approach ensured a stable, accurate, and reliable system delivery.

Assembly and Delivery
All 102 types of parts were manufactured, and the full system was assembled within 20 days. The engineering team completed the part breakdown and full BOM based on the assembly drawing, ensuring alignment between quoting, production, and assembly.
Despite the complex combination of materials and processes, production ran efficiently under a unified schedule. Surface treatments delivered a consistent appearance across the entire system. Key dimensions were inspected throughout, and assembly verification confirmed both part accuracy and proper fit.
The project was delivered successfully. Sendot Technology supports our customers with a one-stop machining solution, from assembly drawing analysis and BOM creation to production coordination, quality control, and final assembly verification. Let’s start your next projects!


